Skermasjiene word dikwels in die plaatmetaalverwerkingsbedryf gebruik. Die oënskynlik eenvoudige skeeraksie bevat eintlik baie truuks, van die aanpassingstappe van die lemgaping tot die aanpassingstegnieke vir verskillende materiale, en selfs die keuse van lemme. Met betrekking tot die snykwaliteit, sal die volgende die relevante inhoud van die skeerlemgaping-aanpassing in detail vanuit baie aspekte bekendstel.
Die lem gaping aanpassing handwiel: (hidrouliese swaai balk skeer masjien)

Elektriese verstelling van lemrandspeling (hidrouliese guillotine-skeermasjien)

Lemspeling van verskillende skêre
Die swaaibalkskeermasjien is toegerus met 'n vinnige lemgaping-aanpassingsmeganisme, wat die lemgaping wat goed is vir sny volgens verskillende plaatdiktes en materiale kan aanpas, en toegerus is met 'n akkurate parametertabel vir verwysingskeuse, en bevredigende sny verkry kwaliteit deur redelike lem gaping. Soos die gereedskappaal roteer, sal die skeerhoek en skeergaping van die swaaibalkskêr verander.
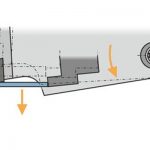
Neem drie-punt rollers lei, deur die krag na die voorste roller deur die papilionaceous veer, die sny balk hou styf in kontak met die twee agter rollers. Wanneer daar gesny word, sal die stelsel die mesrandgaping elektries aanpas volgens die behoeftes van verskillende velle om beter snykwaliteit te verkry.

Die verskil in lem gaping aanpassing
Die swaaibalk-skeermasjien het die funksie om die lemgaping met die hand te verstel, draai net die handvatsel. Die guillotineskêr het die funksie om die lemgaping elektries aan te pas, wat geriefliker en meer akkuraat deur die stelsel verstel kan word, wat voordelig is om beter skeerkwaliteit te verkry.

| Lemgaping aanpassingstappe |
| 1. Verwyder die onderste lem en maak dit stukkie vir stukkie skoon |
| 2. Die lem kan aan al vier kante gebruik word, en die geselekteerde een kant is styf geïnstalleer. En kyk na die reguitheid van die lem in die horisontale en vertikale rigtings. |
| 3. Die boonste lem is vas en kan nie verstel word nie. Ons pas die skeerlemgaping aan deur die onderste lem aan te pas. |
| 4. Vind die linker- en regterskroewe van die onderste lem om die speling te vergroot, gewoonlik aan die buitenste kant. |
| 5. Soek die twee stelskroewe aan die linker- en regterkant van die onderste lem wat die onderste lem druk om die gaping te vernou. Daar is geslote rugsteunmoere op hulle. Oor die algemeen, aan die binnekant. |
| 6. Maak die linker en regter vier boute van die onderste lemtafel los |
| 7. Die boonste lem word na die regte posisie laat sak deur handdraai, en die operateur gaan na die oopmaakarea van die skeermasjien om verstelling te begin |
| 8. Gebruik 'n voelmeter om rofweg te verstel tot 0,5 mm vanaf die onbesette deel van die boonste en onderste lemme van die linkerhand |
| 9. Handmatige draai laat die lem na die middelposisie beweeg en rofweg aanpas tot 0,5 mm. |
| 10. Handmatige draai laat die lem opskuif na die regte posisie waar die boonste en onderste messe nie ontkoppel is nie. Die middelposisie is rofweg verstel tot 0,5 mm. |
| 11. Draai die boonste lem met die hand na die regte posisie en begin fyn verstelling. |
| 12. Gebruik die voelmeter om die posisie fyn te stel waar die boonste en onderste lemme van die linkerhand nie byt totdat die drie drade van die voelmeter die vyf drade kan binnegaan nie. |
| 13. Draai die lem met die hand op na die middelposisie en begin fynverstelling totdat die voelmeter drie drade kan ingaan en vyf drade nie kan ingaan nie. |
| 14. Draai die lem met die hand op na die posisie waar die boonste en onderste messe nie aan die regterkant ontkoppel is nie en begin fynverstelling totdat die voelmeter drie drade kan ingaan en vyf drade nie kan ingaan nie. |
| 15. Wanneer die snykant van die skeermasjien skerp is, as daar brame op die rand van die snyplaat is, kan die gaping tussen die boonste en onderste lemme gepas verklein word. |
Algemene probleme en mesaanpassingsvaardighede
Die metaalplate wat die meeste voorkom, is:
1. Dik plate oor 13mm.
2. 0.2~4mm dun plaat.
3. Blommebord.
4. Hoëspanning plaat (gewoonlik gebruik in motor plaatmetaal).
5. Titaanplaat
Die mees algemene probleem met die lem is afsplintering of gereedskapduik. In reaksie op hierdie probleme moet ons eers die gaping tussen die boonste en onderste lemme bepaal.
Die aanpassingsvaardighede van lemme
Wanneer jy die lem verstel, moet jy die gaping van ongeveer 2 ~ 3 mm dikker stel as die dikte van die plaat. Dit wil sê, wanneer jy 'n 5mm dik plaat wil sny, moet jy begin verstel vanaf 7mm of 8mm, en dit stadig afstel, wanneer jy dit uitsny. Die snyoppervlak van die plaat toon 1/3 helder oppervlak en 2/ 3 mat oppervlak, wat die beste sny effek verkry. Die besonderhede is soos volg:


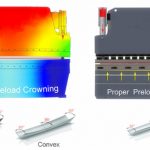
Die gapinginstelling wanneer die patroonbord gesny word, is moeilik, en dit moet aangepas word vanaf die dikste dikte bereken vanaf die mees konvekse punt van die patroonbord, in plaas daarvan om die borddikte direk te gebruik. Om die konvekse kant van die patroon na onder te sny, kan ook die lewensduur van die werktuig verleng.
Daarbenewens moet die materiaal van die plaat in ag geneem word, veral wanneer vlekvrye staal gesny word. Die snygereedskap moet skerp, slytvast en taai wees. Daarom moet die lem van die hidrouliese skeermasjien bespreek word. Benewens die hoek van die mesrand en ander voorkomsontwerp en produksie akkuraatheid, is die geselekteerde materiaal 'n sleutelfaktor wat die kwaliteit van die gereedskap beïnvloed.
Verwante Produkte
 Die verskil tussen die guillotine-skeermasjien en swaaibalk-skeermasjien
Die verskil tussen die guillotine-skeermasjien en swaaibalk-skeermasjien- Bedryf en instandhouding van CNC plaatmetaalrem
- Hoe om die guillotine-skeermasjien te gebruik
- Die bekendstelling van gekombineerde pons- en skeermasjien
- QC12 Guillotine Shear Hidrouliese metaalplaat snymasjien
- Herstel van algemene foute van hidrouliese skeermasjien en instandhouding van die oliekringstelsel
- Algemene foute en probleemoplossingsmetode vir hidrouliese pers met vier kolomme
- Hidrouliese Guillotine Metaalplaatplaat Vlekvrye staal skeermasjien
- Hoe om defleksievergoeding te maak vir CNC-plaatmetaalbuiger
- QC11Y Hidrouliese Guillotine-skeermasjien