Voordeel van CNC Hidrouliese Persremmasjien

1. Maklike werking
Die CNC-persrem is baie maklik om te gebruik en is 'n minder arbeidsintensiewe masjien. Die operateur kan dus baie masjiene op 'n slag hanteer. Hierdie masjiene kan eenvoudig deur aanraking, voel en klank van die operateur bedien word. Daarbenewens is hulle baie gebruikersvriendelik en het 'n hoogs kragtige beheerstelsel.
2. Buigsame programmering
Die buigsame programmering van die CNC-persrem stel die operateur in staat om die masjien in eenvoudige Engels of enige ander geskikte taal te beheer.

Die verskillende tipes bewerkings wat uitgevoer kan word, is ook beskikbaar as opsies op die spyskaart. Sodra die vereiste operasie gekies is, verskyn 'n ander lys vrae op die skerm oor die siklustye, materiale, druk en ander elemente wat met die produksieproses verband hou. En nadat die operateur die antwoorde in die masjien ingevoer het, word die waardes op die skerm vertoon vir bevestiging voordat die verwante taak begin word.
3. Moderne ontwerp
Die CNC-persrem bevat 'n moderne ontwerp wat die operateur in staat stel om die volgorde van draaie maklik te rangskik. Dit help ook die operateur om vinnig die vereiste produk te vervaardig. Boonop hoef die operateur nie meer die vereiste hoeveelheid druk te skat om 'n spesifieke mate van buiging te skep nie. Selfs die ander faktore soos lengte van flens, soort materiaal, hoeveelheid dikte en mate van buiging kan direk in die CNC-beheereenheid ingevoer word. Die onderdeel wat vervaardig moet word, kan ook in die 2D- of 3D-afgewerkte weergawe bekyk word. Behalwe dit, nadat die eerste deel op die masjien of deur 'n aflyn rekenaar geprogrammeer is, kan 'n minder vaardige operateur ook maklik die daaropvolgende onderdele vervaardig.

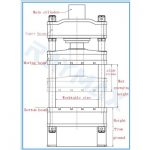
4. Daar is twee lineêre skale geïnstalleer op "C" plate aan beide kante.
Ons maak dit op die werktafel vas om die effek van defleksie tydens werk uit te skakel. Die lineêre skaal sal die beide eindposisies van ram (Y1, Y2) inspekteer en sein stuur. Nadat dit deur die CNC-versterker versterk is, sal die sein na die rekenaar teruggevoer word. Dan sal die rekenaar die volume olie beheer wat in silinders gaan ingaan. Die parallelisme van ram en werktafel kon dus onder ±0.01mm beheer word.
5. Veelsydigheid: Buig enige dikte en tipe materiaal (binne remme fisiese perke), insluitend komplekse dele soos elektroniese onderstel/hakies.
6. DELEM-stelsel het outomatiese toets- en selfdiagnose-funksies. Programmering sluit ook groottes van plaat om te buig, afmetings van werkstuk en die keuse van gereedskap in. Dan kan die CNC-stelsel die buigkrag en posisie van agtermaat en ram outomaties bereken. Ook die ram-penetrasie- en druktyd-aflos kon bereken word. Uitstekende kwaliteit elektro-hidrouliese proporsionele klep kan die sinchronisasie van beide silinders verseker asook goeie kapasiteit om eksentrieke vrag te hanteer.

7. Agtermeter neem rolbalskroef en rolgeleidingswyse aan, sodat die herhaalde posisionering akkuraatheid van X-as ±0.1mm kan bereik. Volle masjien is met veiligheidsskerm en ineensluiter om die operateur teen beserings te beskerm.
8. Belangrikste skuifonderdele soos silinders, suierstang, geleidepad, is almal met slytweerstandbehandeling.
9. CNC-stelsel sal die slag van CNC-hidrouliese persremmasjienram en agtermeter alles met goeie presisie beheer.
Nadeel van CNC Hidrouliese Persremmasjien
1. Materiaalhantering: Probleme met die hantering van groot velle
2. Gereedskap: Onder- en bogereedskap benodig
3. Flenslengte moet oor die matrys strek tydens die hele buigoperasie, wat die flensgrootte beperk
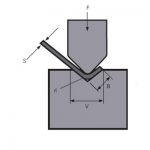
4. Terugveer: Aan die einde van buiging vind terugvering plaas as gevolg van die herstel van elastiese vervorming, soos getoon in Figuur 1. Die terugslagverskynsel beïnvloed die dimensionele akkuraatheid van die werkstuk direk en moet beheer word. Die prosesmaatreëls wat in hierdie verband geneem is, is: ① Hoekkompensasiemetode. As die werkstuk buig hoek van 90 °, buig masjien onder die gleuf (V-vormige) opening hoek kan gekies word 78 °.

Figuur 1
Die druktyd word verhoog deur die regstellingsmetode. Voer drukkorreksie aan die einde van buiging uit om die kontaktyd van die boonste matrys, werkstuk en onderste groef van die buigmasjien te verleng om die mate van plastiese vervorming by die filet van die onderste groef te verhoog, sodat die terugslagneiging van die vesels in die spanning- en kompressiesone is teenoor mekaar, waardeur die terugkeerbom verminder word.
Verwante Produkte
 Die werkbeginsel en samestelling van CNC-drukrembuigmasjien
Die werkbeginsel en samestelling van CNC-drukrembuigmasjien- WILA doeltreffende oplossing om medium en dik plate te buig
- Hoe om die tonnage van hidrouliese persremmasjien te kies
- Top 10 China Power Press Vervaardigers
- Hoe om die geskikte CNC-hidrouliese drukremmasjien te kies
- 4 stappe om die E21-stelsel van CNC-plaatmetaalbuiger te ken
- Wat is persrembekroning
- Hoe om die guillotine-skeermasjien te gebruik
- Onderhoud van hidrouliese kragpersmasjien
- Veilige werkingsreëls van hidrouliese kragpersmasjien