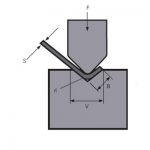
Die CNC-persremmasjien gebruik die toegeruste vorm (algemene of spesiale vorm) om die koue metaalplaat in verskillende geometriese deursneevorms te buig. Dit is 'n plaatvormmasjien wat ontwerp is vir koudgewalste plaatmetaalverwerking en word wyd gebruik in plaatbuigverwerking in nywerhede soos motors, vliegtuigvervaardiging, ligte nywerhede, skeepsbou, houers, hysbakke en spoorvoertuie.
'n Outomatiese beheerstelsel gebou op die beginsel van hidrouliese transmissie. In so 'n stelsel verander die beweging van die aktuator soos die beheersein verander.
Die elektro-hidrouliese servoklep is 'n outomatiese beheerklep. Dit is beide 'n elektro-hidrouliese omskakelingskomponent en 'n kragversterkingskomponent. Die funksie daarvan is om 'n klein-krag analoog sein insette om te skakel na 'n groot reaksie met die grootte en polariteit van die elektriese sein en 'n vinnige reaksie. Krag hidrouliese energievloei en drukuitset, om die verplasing, spoed, versnelling en krag van die hidrouliese aktuator te beheer. Die elektro-hidrouliese servoklep is gewoonlik saamgestel uit 'n elektries-meganiese omsetter, 'n hidrouliese versterker en 'n opsporingterugvoermeganisme.
Die vraag van CNC persrem buigmasjien
1. Hoeveel asse het CNC Press Brake?
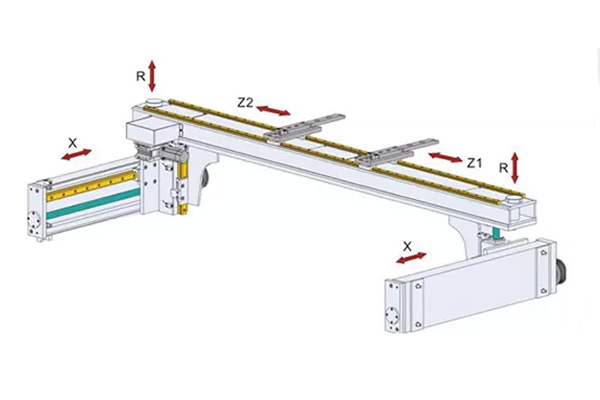
Daar is baie CNC-asse in die CNC-persremmasjien, wat hoogstens 18 asse kan wees. Die algemeen gebruikte CNC-asfunksies is soos volg: Y1Y2-asglyer op en af 100 bewegings (elektro-hidrouliese servoklep), X-as heen en weer beweging van terugmeter (servomotor), R-as terugwaartse beweging van die terugstop (servo) motor), Z1Z2-as stopbeweging van die linker- en regtervinger (servomotor), en W-as konvekse tafel.
Die aksiale verplasing van Zhongrui CNC Press Brake het veelvuldige asse. Algemene items is:
● Op en af verplasing van die silinderslag
● Heen en weer verplasing van agtermaat
● Ligverplasing van agtermaat
● Links en regs verplasing van die bovinger
● Hysende verplasing vir tafeldefleksiekompensasie
● Buigplaat hulpbeugel verplasing
● Verplasing van voor na agter
2. Wat is die rol van die servomotor langs die CNC Press Brake klepblok?
Dit word gebruik vir voeding, die voeding word beheer deur die servomotor vir presisie, en die hidrouliese deel word gebuig, en die buiging word deur hierdie servomotor beheer.
3. Hoe word die hidrouliese kolom van CNC Press Brake beheer?
Nadat die klepgroep die op en af beheer het, beheer die gewone torsie-as-buigmasjien die buigdiepte deur die posisie van die skroefmoer in die oliesilinder, en die elektro-hidrouliese servobuigmasjien gee die posisie terug deur die roosterliniaal, en die stelsel beheer die buigdiepte.
4. Wat is die rede hoekom CNC Press Brake hidrouliese silinder nie werk nie
Oliekring: die eerste kyk of die olie in die inspeksiebrandstoftenk voldoende is, die solenoïdeklep nie werk nie, is die spoel gebreek of vas, en of die oorloopklepbron werk
Daar is geen probleem om te sien of die oliesilinder lek nie (die oliesilinder sal stadig vanself val wanneer dit nie werk nie)
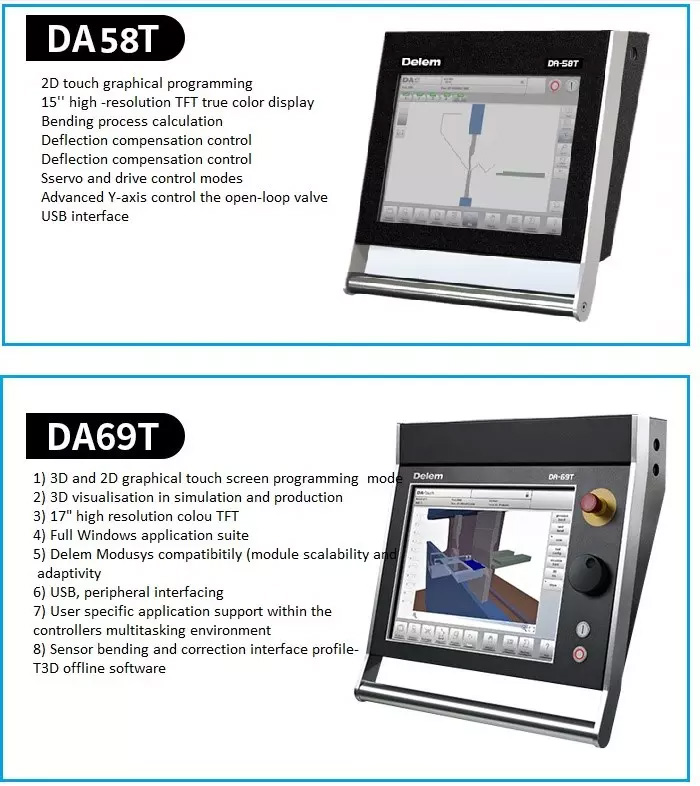
5. Die gewilde styl CNC kontroleerder
Die gewilde CNC-beheerders is DA52S/DA53T/DA58T/DA66T/DA69/CybTouch8/CybTouch12 en ens.
Verwante Produkte
 WILA doeltreffende oplossing om medium en dik plate te buig
WILA doeltreffende oplossing om medium en dik plate te buig- Hoe om die tonnage van hidrouliese persremmasjien te kies
- Persremmasjien Voordele En Nadele
- Elektro-hidrouliese sinchrone VS torsie-as sinchrone CNC buigmasjien
- China drukrem buigmasjien vorm
- Veilige werkingsreëls van hidrouliese kragpersmasjien
- Gebruik vaardighede van CNC Buigmasjien
- Algemene meganiese foute en instandhouding van persrembuigmasjiene
- 2021 uiteindelike gids van metaalremmasjien
- Hoeveel tipes hidrouliese persrem