Medium en dik plate word wyd gebruik in verskeie velde as spanningsonderdele, soos stootskrapers, graafmachines, laaiers, spoorwegpassasierswaens en ander konstruksiemasjinerie en lokomotiewe. Medium en swaar plate verwys gewoonlik na metaalplate met 'n dikte tussen 4,5 en 25 mm. Die vormingsmetodes van medium en swaar plate sluit hoofsaaklik in: drukrembuigvorming, rolmasjienvorming en druktolvorming. Buig (vou) is 'n wyd gebruikte en volop produklynvormmetode vir die medium en dik plate.
Die probleme van plaatbuiging is lang werkstukke, hoë druk, moeilike vorming, lae doeltreffendheid en moeilik om akkuraatheid te beheer. Die finale resultaat van buiging is 'n omvattende weerspieëling van materiaalparameters, prosesparameters en vormparameters. Redelike ontwerp van hierdie parameters is die sleutel tot die verbetering van die buigprestasie van medium en dik plate.

Die tonnemaat van persrem (persrembuigmasjien)
Die eerste probleem waarmee medium- en dik plaatbuiging te kampe het, is die tonnemaatseleksie van die persrembuigmasjien, en of die dravermoë van die armatuur en die vorm aan die vereistes voldoen.
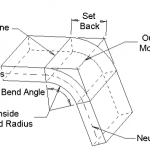
Die krag F word deur die persrembuigmasjien toegepas om die onderlinge beweging tussen die boonste en onderste vorm aan te dryf en sodoende die plaat te buig. Vir die buiging van 90° koolstofstaalplate gee WILA die empiriese waarde van die plaatspanningslas, soos getoon in Tabel 1. Wanneer die dikte van die koolstofstaal 20mm is, kan die onderste matrys met V=160mm gekies word. Op hierdie tydstip is die kraglading van die buigmasjien 150t/m.
F=krag per lengte-eenheid (t/m);
S= materiaal dikte (mm);
ri= buigradius van binnehoek (mm);
V= onderste matrysopeninggrootte (mm);
B= kortste flensrand (mm) );
aluminium: F×50%;
aluminiumlegering: F×100%;
vlekvrye staal: F×150%;
stamp en buig: F×(3~5)

Swaar hidrouliese klem
Die lasdraende metodes van WILA swaardiens boonste hidrouliese klampe sluit bo- en skouerlading in, en die maksimum vrag is onderskeidelik 250t/m en 800t/m. Die kragdraende oppervlak van die armatuur gebruik CNC-diep blusverhardingstegnologie. Die Rockwell-hardheid is 56 ~ 60HRC, en die verhardingsdiepte is tot 4 mm, wat 'n hoë hardheid en sterk slytweerstand het. Die hidrouliese klem gebruik hidrouliese vinnige klem, en die uitbreiding van die hidrouliese slang dryf die beweging van die klempen aan sodat die vorm outomaties sit en die buiglyn outomaties gesentreer word. Vir 'n buigvorm met 'n totale lengte van 6 meter neem dit slegs ongeveer 5 sekondes vir die hidrouliese klem om ten volle vasgeklem te word, en die omvattende gebruiksdoeltreffendheid is 3 ~ 6 keer hoër as dié van die gewone handklemstelsel.

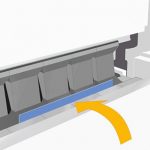
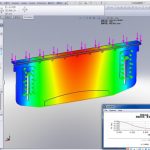
Swaar masjinerie vergoeding werkbank
Vir die buiging van medium- en dik plate kan WILA se nuwe-vlak weergawe van die swaardiens meganiese kompensasietafel nie net maklik aan die lasvereistes voldoen nie, maar ook kompenseer vir die defleksie en vervorming van die buigmasjien. Die meganiese kompensasie-werkbank gebruik hidrouliese klem, die oppervlakakkuraatheid kan ±0.01 mm bereik, die rotsputhardheid is 56 ~ 60HRC, en die verhardingsdiepte is tot 4 mm. Die werkbank vir meganiese vergoeding neem die universele UPB-installasie-koppelvlak van WILA aan, wat maklik is om te installeer en hoër akkuraatheid het. Dit het ook sy eie Tx- en Ty-rigtingaanpassings, wat kan verseker dat die werkbank en die agtermaat parallel in die voor- en agterrigting bly, en kan plaaslike hoekafwykingsregstelling uitvoer.

Swaar buigende matrys/gereedskap
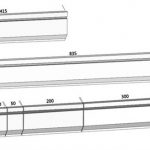
As gevolg van die dikte van die plaat, word die onderste vorm met groter openingsgrootte (V24~V300) en die vorm met groter dravermoë oor die algemeen gekies vir die buiging van medium en dik plate. Die algehele afmetings van die vorm is oor die algemeen groot, en die gewig van die vorm het die normale hanteringskapasiteit van die operateur oorskry. Met die hulp van rollaers laat WILA se gepatenteerde tegnologie E2M (Easy to Move) operateurs toe om swaar buigvorms gerieflik, veilig en vinnig te beweeg, wat die vervanging van vorm en masjienverstellingstyd aansienlik bespaar.
Buigvorms met verskeie mesvorms en onderste vormopeninge wat aan klante se behoeftes voldoen, kan voorsien word, soos reguit messe, hoendernek-scimitars, filetvorms en multi-V-vorms. Deur presiese slyp van sleutelonderdele is die dimensionele akkuraatheid van die vorm so hoog as ±0.01 mm. Deur die verwerking van CNC diep blus- en verhardingstegnologie kan die vormhardheid 56 ~ 60HRC bereik, en die diepte van die verharde laag kan 4 mm bereik.

Vir die buiging van medium- en dik plate met verskillende plaatdiktes verskaf WILA ook Multi-V-vorms, wat in twee vorme beskikbaar is: outomatiese verstelbare V-poort en handverstelbare V-poort, soos getoon in Figuur 6. Deur die numeriese beheermotor of die aanpassingsblok, die V-openinggrootte van die onderste vorm kan arbitrêr aangepas word volgens die kenmerke van die plaat, wat veral geskik is vir die buiging van medium en dik plate met 'n hoë terugslag en hoë sterkte. Terselfdertyd kom die Multi-V-vorm met geharde rollers met 'n lae wrywingskoëffisiënt, wat die eksterne plooie van die buigonderdele aansienlik kan verminder, en terselfdertyd kan dit buiging met 10% ~ 30% verminder in vergelyking met die tradisionele onderste vorm.

Verwante Produkte
 Hoe om die tonnage van hidrouliese persremmasjien te kies
Hoe om die tonnage van hidrouliese persremmasjien te kies- Gebruik vaardighede van CNC Buigmasjien
- Die werkbeginsel en samestelling van CNC-drukrembuigmasjien
- Hoe om die geskikte matrijs van drukrembuigmasjien te kies
- Konvensionele Buigvolgorde en Daaglikse Gebruik Spesifikasie van Buigmasjien Mould
- Waarom 'n vergoedingstelsel by 'n persrembuigmasjien voeg
- Hoe om buigtoelae vir jou persrem te bereken
- China drukrem buigmasjien vorm
- Waarvan word drukremblokke gemaak? Wat is drukremgereedskap?
- Persremmasjien Voordele En Nadele