Hidrouliese buigmasjiene/hidrouliese persrem kan volgens die sinchronisasiemetode verdeel word: hidrouliese Sinchroniese wringkragbuigmasjien, CNC-persrem en elektro-hidrouliese cnc-persrem En kan verdeel word in die volgende tipes beweging: opwaarts-werkend, afwaarts-werkend .
Persrembuiging vereis verskillende benaderingsmetodes om die gewenste resultate te behaal. Van die vorming van windtoringpale tot ingewikkelde elektriese kabinetkomponente, persremme is 'n noodsaaklike hulpmiddel vir die vervaardiger en die wete dat nie alle buiging dieselfde is nie, is 'n sleutel tot die suksesvolle werking daarvan. Om die proses, die gereedskap en die materiaal te verstaan (aangesien alle metale wat gebuig word verskillend op elke buigproses sal reageer) is noodsaaklik om akkurate dele vinnig en herhaaldelik te verkry.
hidrouliese Sinchroniese wringkragbuigmasjien/ hidrouliese Sinchroniese wringkragpersrem

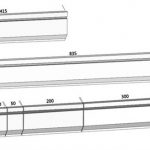
Dubbelsilinders beheer die skuifbeweging op en af
Meganiese wringkragsinchronisasie
CNC-persrem en elektro-hidrouliese persrem


CNC Press Brakes: hierdie tipe remme het die hoogste akkuraatheid en aanpassingsvermoëns, wat rekenaartegnologie gebruik om akkuraatheid te beheer en doeltreffendheid te verhoog. Wanneer CNC-remperse gebruik word, word data soos buighoek, plaatdikte, breedte en graad deur 'n opgeleide operateur in 'n beheerder ingevoer en die rem hanteer die res maklik.
Hoe om drukrem tonnemaat te bereken

Tydens die buigproses word die krag tussen die boonste en onderste matrys op die materiaal toegepas, wat veroorsaak dat die materiaal plastiese vervorming ondergaan. Die werktonnemaat verwys na die oordrewe druk wanneer die klank gevou word. Die beïnvloedende faktore vir die bepaling van die werktonnage is: buigradius, buigmetode, matrysverhouding, elmbooglengte, dikte en sterkte van die buigmateriaal, ens.
Drukremvormende tonnemaatberekeninge is relatief maklik. Die truuk is om te weet waar, wanneer en hoe om dit toe te pas. Kom ons begin met die tonnemaatberekening, wat gebaseer is op die punt waar die opbrengs in die materiaal gebreek word en werklike buiging begin. Die formule is gebaseer op AISI 1035 koudgewalste staal met 60 000-PSI treksterkte. Dit is ons basismateriaal. Die basiese formule is soos volg:

P: Buigkrag (kn)
S:plaatdikte (mm)
L:plaat breedte (m)
V: onderste matrysgleufwydte (mm)

Voorbeeld 1:
S=4mm L=1000mm V=32mm, kyk na die tabel en kry P=330kN
2. Hierdie tabel word bereken op grond van materiale met sterkte Оb=450N/mm2. Wanneer ander verskillende materiale gebuig word, is die buigdruk die produk van die data in die tabel en die volgende koëffisiënte;
Brons (sag): 0,5; vlekvrye staal: 1,5; aluminium (sag): 0,5; chroommolibdeenstaal: 2.0.
Benaderde berekeningsformule vir buigdruk: P=650s2L/1000v
Die grootte van die kleinste draai:
A. Sngle vou/buiging:


B. Buig / vou Z


Voorbeeld 2:
Plaat dikte S=4mm, breedte L=3m, ob=450N/mm2
Oor die algemeen gleufwydte V=S*8 Daarom P=650423/4*8=975(KN)= 99.5 (Ton)
Die resultaat is baie na aan die data in die buigkragkaart.
Soos u kan sien, is metode #1 om die drukrem-tonnemaat te bereken, gebaseer op die sagte staalmateriaal.
Wat as die materiaal vlekvrye staal, aluminium of koper is?
Dit is eenvoudig, vermenigvuldig die resultate bereken deur die formule hierbo met die koëffisiënte in die volgende tabel:
| Materiaal | Koëffisiënte |
| Sagte staal | 1 |
| Vleklose staal | 1.6 |
| Aluminium | 0.65 |
| Geelkoper | 0.5 |
Verwante Produkte
 China drukrem buigmasjien vorm
China drukrem buigmasjien vorm- Waarom 'n vergoedingstelsel by 'n persrembuigmasjien voeg
- Algemene meganiese foute en instandhouding van persrembuigmasjiene
- Hoe om die geskikte matrijs van drukrembuigmasjien te kies
- Die werkbeginsel en samestelling van CNC-drukrembuigmasjien
- 2021 uiteindelike gids van metaalremmasjien
- 4 stappe om die E21-stelsel van CNC-plaatmetaalbuiger te ken
- China 40 ton drukrem
- Waarvan word drukremblokke gemaak? Wat is drukremgereedskap?
- Algemene foute en probleemoplossingsmetodes van 100t Vierkolom hidrouliese pers