Persrempons/-matrijs word in boonste en onderste vorms verdeel, wat gebruik word vir plaatmetaal-stampvorming en -vorms. Die vorm vir vorming het 'n holte, en die vorm vir skeiding het 'n snykant. Die pons/matrijs van die persremmasjien het 'n groot invloed op die akkuraatheid van die werkstuk. In die buigproses is die vorm al wat met die werkstuk in aanraking kom.
Die persremmatryse van die buigmasjien/persrem is L-vormig, R-vormig, U-vormig, Z-vormig, ens. Die boonste matrys is hoofsaaklik 90 grade, 88 grade, 45 grade, 30 grade, 20 grade, 15 grade, ens. hoek. Die onderste vorm het 'n 4 ~ 18V dubbelgroef en enkelgroef met verskillende groefwydtes, sowel as R onderste vorm, skerphoek onderste vorm, afplatvorm, ens.

Ultrahoë presisie
Dit is baie belangrik vir die akkuraatheid van die vorm om die presisie van die werkstuk tydens die buigproses grootliks te beïnvloed. Die slytasie van die vorm moet voor gebruik nagegaan word. Die inspeksiemetode is om die lengte van die voorkant van die boonste vorm tot by die skouer en die lengte tussen die skouer van die onderste vorm te meet. Vir konvensionele vorms moet die afwyking per meter ongeveer ±0.0083 mm wees, en die totale lengteafwyking moet nie groter as ±0.127mm wees nie. Wat die presisie slypvorm betref, moet die akkuraatheid per meter ±0.0033 mm wees, en die totale akkuraatheid moet nie groter as ±0.0508 mm wees nie. Dit word oor die algemeen aanbeveel om fyn slypvorms te gebruik vir elektro-hidrouliese buigmasjiene of torsie-as-buigmasjiene, en konvensionele vorms vir handbuigmasjiene.
Die gereedskapgedeelte van die CNC-persremmasjien soos hieronder:

Outomatiese vaste installasie
Die boonste matrys word geïnstalleer wanneer die skuifbalk na die boonste dooie punt styg, en die vormklemstelsel kan veelvuldige vorms in plek hou totdat die klemdruk toegepas word.
Hidrouliese klemstelsel
Die hidrouliese klemstelsel is die mees effektiewe klemmetode. Beide nuwe en ou masjiene kan hierdie klemstelsel gebruik, wat tyd en koste bespaar. As die lasdraende oppervlak van die ou buigmasjien beskadig is, sal die hidrouliese klemstelsel die beste keuse wees om die skade reg te stel, terwyl dit ook die doeltreffendheid van klem en installasie verbeter.

Druk outomaties in plek
Wanneer klemdruk toegepas word, word die boonste matrys opgetrek en outomaties in plek gedruk. Dit skakel die behoefte uit om die boonste vorm in die onderkant van die vorm te druk tydens die buigproses.
Die keuse van punch/die
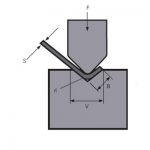
Bepaal eers die dikte van die plaat wat gebuig moet word. Byvoorbeeld, jy wil 0,75 mm tot 6,30 mm dik plate buig. Vermenigvuldig dan die dikte van die dunste vel met 8 om die minimum vereiste V-matrysgrootte te skat. In hierdie voorbeeld is 'n 0,75 mm plaat die minimum vorm wat benodig word, dus 0,75 × 8 = 6. Derdens, vermenigvuldig die dikte van die dikste vel met 8 om die vereiste maksimum V-vormige matrysgrootte te skat.
8 keer beginsel
Dit wil sê, die opening van die V-vormige vorm moet 8 keer die dikte van die vel wees. Vermenigvuldig die dikte van die vel met 8 om die naaste vorm te kies. Byvoorbeeld, 'n 1.5mm dik plaat benodig 'n 12mm vorm (1.5×8=12mm). As dit 'n 3.0mm plaat is, word 'n 24.0mm vorm benodig. (3.0×8=24.0). Hierdie verhouding kan die beste hoekkeuse verskaf, en daarom noem baie mense dit die "beste keuse". Die meeste gepubliseerde buigkaarte is ook gesentreer op hierdie formule.
Modelkeusereëls
Die keusereël vir die buiging van L-vormige werkstukke is dat daar geen reëls is nie, byna enige boonste matrys kan gebruik word. Wanneer u dus boonste vorms vir 'n groep werkstukke kies, kan L-vormige werkstukke laaste beskou word, want byna enige boonste vorm kan hulle buig. Wanneer hierdie L-vormige werkstukke gebuig word, word dit aanbeveel om boonste vorms te gebruik wat ook ander werkstukke kan buig. Wanneer jy vorms koop, hoe minder hoe beter. Dit is nie net om vormkoste te verminder nie, maar ook om die aantal vormvorms wat benodig word te verminder en om installasietyd te verminder.


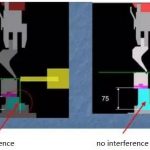
Wanneer die boonste gedeelte van die werkstuk langer as die onderste gedeelte is, word 'n hoendernekmatrys benodig. Wanneer die boonste gedeelte van die werkstuk korter as die onderste gedeelte is, is enige boonste matrys goed. Wanneer die boonste gedeelte en die onderste gedeelte van die werkstuk dieselfde lengtes is, word 'n skerphoekige boonste matrys benodig. Ter opsomming, die boonste matrys seleksie reël is hoofsaaklik afhanklik van die interferensie van die werkstuk, wat is waar die buig simulasie sagteware 'n belangrike rol kan speel. As die gebruikte stelsel nie die buigsituasie kan simuleer nie, kan jy die tekening met die roosteragtergrond gebruik om die interferensie van die boonste vormwerkstuk handmatig na te gaan, soos in die figuur hieronder getoon.


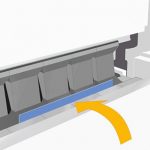
Geen inkepingsvorm nie
Byna alle tipiese V-vormige buigmasjienvorms sal 'n paar merke op die werkstuk laat, dit is omdat die metaal tydens buiging in die vorm gedruk word. In die meeste gevalle is die punte klein of aanvaarbaar. Die verhoging van die radius kan die merke verminder. Maar soms is selfs die kleinste merkies onaanvaarbaar, soos geverfde of gepoleerde plate voordat hulle gebuig word. Nylon-insetsels kan gebruik word om inkepings uit te skakel, soos in die figuur hieronder getoon. Inkeping-vrye buiging is veral belangrik vir vervaardigde vliegtuig- of lugvaartonderdele omdat dit moeilik is vir inspekteurs om 'n onderdeel met die blote oog te inspekteer en skrape en krake te onderskei.

Verwante Produkte
 Hoe om die tonnage van hidrouliese persremmasjien te kies
Hoe om die tonnage van hidrouliese persremmasjien te kies- WILA doeltreffende oplossing om medium en dik plate te buig
- Gebruik vaardighede van CNC Buigmasjien
- Konvensionele Buigvolgorde en Daaglikse Gebruik Spesifikasie van Buigmasjien Mould
- Berekening van die Buigkrag tydens Vry Buig van Plaatmetaal Buigmasjien
- Waarvan word drukremblokke gemaak? Wat is drukremgereedskap?
- Hoeveel tipes hidrouliese persrem
- Waarom 'n vergoedingstelsel by 'n persrembuigmasjien voeg
- Wat is persrembekroning
- Hoe om buigtoelae vir jou persrem te bereken