1. Verstaan die buigproses: eenvoudige feite

Buigtoelae = Hoek * (T/ 180)*(Radius + K-faktor *Dikte) Buigkompensasie = Buigtoelae-(2 * Terugstel)
Binnekant rug = bruin (Hoek / 2) *Radius Buitekant rug = bruin (Hoek / 2)*(Radius + Dikte)

1) Die radius wat op 'n gebuigde deel verkry word, beïnvloed die lengte waartoe ons daardie deel moet sny (voor buiging).
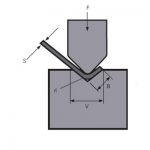
2) Die radius wat op buiging verkry word, hang 99% af van die V-opening waarmee ons kies om te werk.
Voordat ons die onderdeel ontwerp en sekerlik voordat ons begin om die spasies te sny, MOET ons PRESIES weet watter V-opening ons sal gebruik om die onderdeel op die afpers te buig.

2. Hoe die radius spasies beïnvloed
'n groter radius sal die bene van ons deel na buite "stoot", wat die indruk skep dat die spasie "te lank" gesny is.
'n kleiner radius sal 'n spasie benodig wat "bietjie langer" gesny moet word as wanneer die radius groter was.

3. Buigtoelaag

Die oopgevoude spasies van die bostaande figuur sal soos volg bereken word:
B = 150 + 100 + 60 + BA1 + BA2
Hoe om BA1 en BA2 te bereken:
Berekening van die buigtoelaag
Die gedeelte wat ons van albei bene moet verminder sodra dit oorvleuel deur plat te word, is wat ons algemeen ken as "buigtoelaag" (of BA in die vergelyking).

Buigtoelaagformule
BA formule vir buiging tot 90°

BA formule vir buigings van 91° tot 165°

iR= Interne Radius
S = dikte
Β = hoek
Π = 3,14159265….
K = K Faktor
K faktor
Wanneer op 'n drukrem gebuig word, word die binneste deel van die plaatmetaal saamgepers terwyl die buitenste deel verleng word.
Dit beteken dat daar 'n gedeelte van die vel is waar die vesels nie saamgepers of verleng word nie. Ons noem hierdie gedeelte die "neutrale as."

Die afstand van die binnekant van die draai na die neutrale as is wat ons K-faktor noem.
Hierdie waarde kom saam met die materiaal wat ons koop en dit kan nie verander word nie.
Hierdie waarde word in breuke uitgedruk. Hoe kleiner die K-faktor, hoe nader sal die neutrale as aan die binneradius van die vel wees.

K-faktor = fyninstelling
Die K-faktor beïnvloed ons oopgevoude leë. Nie soveel as die radius van die onderdeel nie, maar ons kan daaraan dink as 'n fyninstellingsberekeninge vir spasies.
hoe kleiner die K-faktor, hoe meer materiaal word uitgerek en dus “uitgedruk”…. wat beteken ons been sal “groter” word.
Skat K-faktor
Meeste van die tyd kan ons die K-faktor skat en aanpas wanneer ons ons leë berekeninge fyn instel.
al wat ons moet doen is 'n paar toetse (op die gekose V-opening) en meet die radius van die onderdeel.
As jy 'n meer presiese K-faktor moet bepaal, hieronder is die berekening vir die bepaling van die presiese K-faktor vir jou buiging.

K faktor: 'n formule

Die oplossing van die voorbeeld:
B = 150 + 100 + 60 +BA1 + BA2
K-faktor skatting
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Albei draaie is 90° of minder:

wat beteken:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4.25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8.93
daarom:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B= 296.8mm
Verwante Produkte
 Waarvan word drukremblokke gemaak? Wat is drukremgereedskap?
Waarvan word drukremblokke gemaak? Wat is drukremgereedskap?- Wat is persrembekroning
- Hoe om die tonnage van hidrouliese persremmasjien te kies
- Canton Fair
- WILA doeltreffende oplossing om medium en dik plate te buig
- Hoe om die geskikte matrijs van drukrembuigmasjien te kies
- Konvensionele Buigvolgorde en Daaglikse Gebruik Spesifikasie van Buigmasjien Mould
- Waarom 'n vergoedingstelsel by 'n persrembuigmasjien voeg
- Gebruik vaardighede van CNC Buigmasjien
- Berekening van die Buigkrag tydens Vry Buig van Plaatmetaal Buigmasjien