Konvensionele buigvolgorde
1. Kort kant eerste en lang kant eerste: Oor die algemeen, wanneer al vier sye gebuig is, is die vou van die kort kant eerste en dan die lang kant voordelig vir die verwerking van die werkstuk en die samestelling van die buigvorm.
2. Omtrek eers en dan middel: Onder normale omstandighede begin dit gewoonlik vanaf die omtrek van die werkstuk en vou na die middel van die werkstuk.
3. Eers gedeeltelik, dan heel: As daar strukture binne of buite die werkstuk is wat verskil van ander buigstrukture, word hierdie strukture gewoonlik eers gebuig en dan ander dele.
4. Oorweeg die interferensiesituasie en rangskik die buigvolgorde redelik: die buigvolgorde is nie staties nie, en die verwerkingsvolgorde moet toepaslik aangepas word volgens die buigvorm of hindernisse op die werkstuk.

Daaglikse gebruik spesifikasie van buigmasjien vorm
1. Skakel die krag van die persrembuigmasjien aan, draai die sleutelskakelaar, druk die oliepomp om te begin, die buigmasjienoliepomp begin draai, en die masjien het nog nie begin werk nie.
2. Die slagaanpassing vereis 'n proeflopie wanneer die buigmasjienvorm amptelik begin word. Wanneer die boonste matrys van die buigmasjien na onder daal, moet daar 'n gaping van plaatdikte wees. Andersins sal dit skade aan die vorm en die masjien veroorsaak. Die slagverstelling het ook elektriese vinnige verstelling en handmatige fynverstelling.
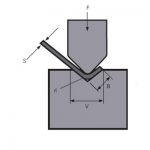
3. Vir die keuse van die kerf van die buigmasjienvorm word gewoonlik 'n kerf van 8 keer die breedte van die plaatdikte gekies. As jy 'n 4 mm-plaat buig, moet jy 'n gleuf van ongeveer 32 kies.

4. Gaan die oorvleueling en fermheid van die boonste en onderste vorms van die buigmasjien na; kyk of die posisioneringstoestelle aan die vereistes van verwerking voldoen. Kontroleer gereeld die oorvleueling van die boonste en onderste vorm; of die instruksies van die drukmeter aan die regulasies voldoen.
5. Wanneer die plaat gebuig is, moet dit gekompakteer word om te verhoed dat die plaat oplig en die operateur seermaak tydens buiging.
6. Die kragtoevoer moet afgesny word wanneer die plaatmetaalmatrijs verstel word, en die werking moet gestaak word.
7. Wanneer die opening van die onderste matrijs van die veranderlike buigmasjien verander word, mag geen materiaal met die onderste matrys in aanraking kom nie.
8. Dit is verbode om buigmasjien-matryse te gebruik om te dik ysterplate of geharde staalplate, hoëgraadlegeringsstaal, vierkantstaal en plate wat die werkverrigting van die plaatmetaalbuigmasjien oorskry om skade aan die masjiengereedskap te vermy .
9. Skakel die buigmasjien af, en plaas houtblokke op die onderste vormpies onder die silinders aan beide kante om die boonste skuifplaat op die houtblokke te laat sak. Verlaat eers die beheerstelselprogram en sny dan die kragtoevoer af.

Verwante Produkte
 Veilige werkingsreëls van hidrouliese kragpersmasjien
Veilige werkingsreëls van hidrouliese kragpersmasjien- Hoe om die geskikte matrijs van drukrembuigmasjien te kies
- Gebruik vaardighede van CNC Buigmasjien
- WILA doeltreffende oplossing om medium en dik plate te buig
- Hoe om die tonnage van hidrouliese persremmasjien te kies
- Algemene foute en probleemoplossingsmetode vir hidrouliese pers met vier kolomme
- Herstel van algemene foute van hidrouliese skeermasjien en instandhouding van die oliekringstelsel
- Waarom 'n vergoedingstelsel by 'n persrembuigmasjien voeg
- Wat is persrembekroning
- Hoe om buigtoelae vir jou persrem te bereken